Motorinstandsetzung PIRELLI GTI DX
Jetz beginnt erst mal die etwas unangenehmere Arbeit... Zerlegen, Reinigen und dann irgendwann wieder eine Montage...


Es ist ja immer spannend, wenn der Ventildeckel abgehoben wird...
Die Nockenwelle sieht noch sehr gut aus, da rechnen wir schon nicht mehr mit größeren Problemen...

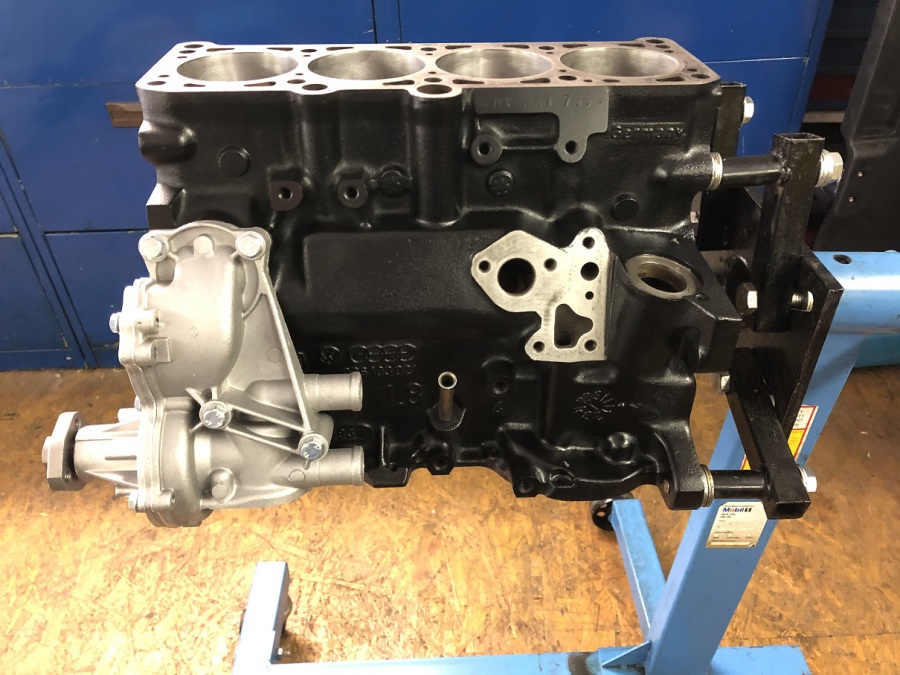
Der Block ist nach einer groben Reinigung als ausgezeichnete Basis für einen Wiederaufbau geeignet.

Selbst die Hohnspuren sind neu deutlich zu erkennen. Schön, dass es keine Riefen gibt. So müssen wir den Block nur leicht durchhohnen.
Nachdem der Block geprüft, gereinigt und beschichtet wurde, kann mit der Montage begonnen werden.

Die Lagerschalen wurden eingesetzt und "warten" nun auf die Kurbelwelle.
Wichtig, ist die Lage der Ölbohrungen!
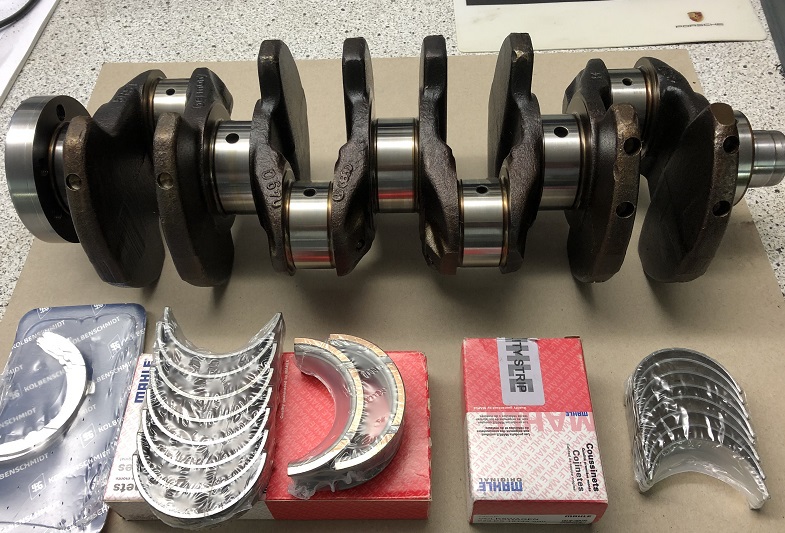
Die Lagermaße wurden kontrolliert, die Lagerstellen poliert und die Ölkanäle auf Durchgang geprüft.
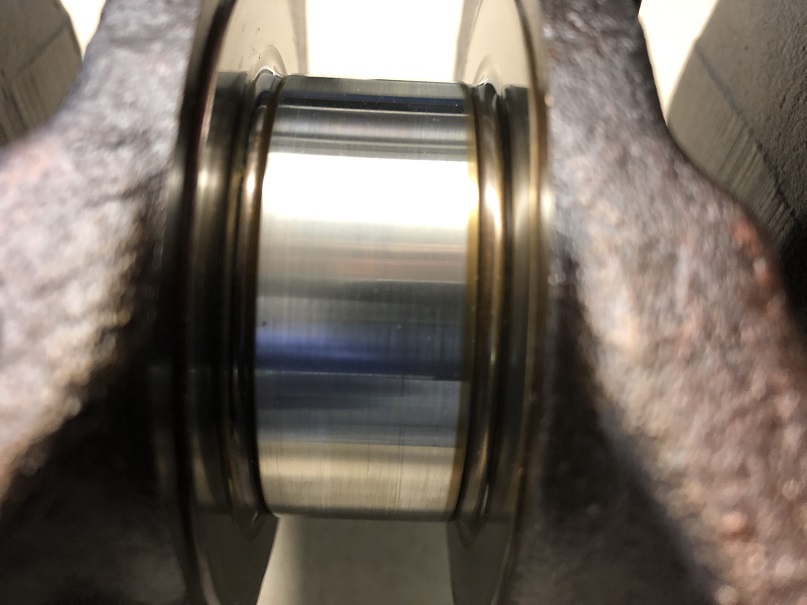
Sehr schöne Zapfen, ohne jegliche Beschädigungen!

Bevor die Hauptlagerschalen mit den neuen Pleuelschrauben festgezogen werden, ist es wichtig den korrekten Sitz der Lagerschale mich leichten "Schlägen" sicherzustellen.
Ansonsten kann es passieren, dass die Gehäusehälfte verkantet!

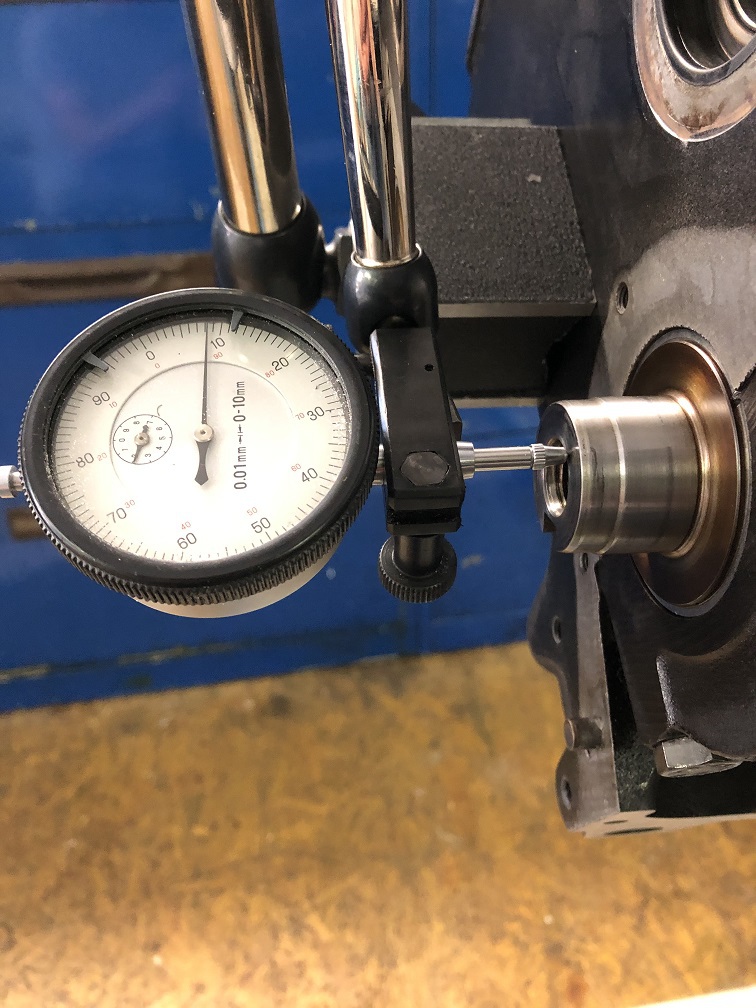
Hier wird, bei fertig montierter Kurbelwelle, das Radialspiel geprüft. Daran erkennen wir, ob die einzeln geprüften Komponenten in "Paarung" das korrekte Lagerspiel erreichen.
0.03mm sind genau die Herstellervorgabe für einen "Neuzustand"
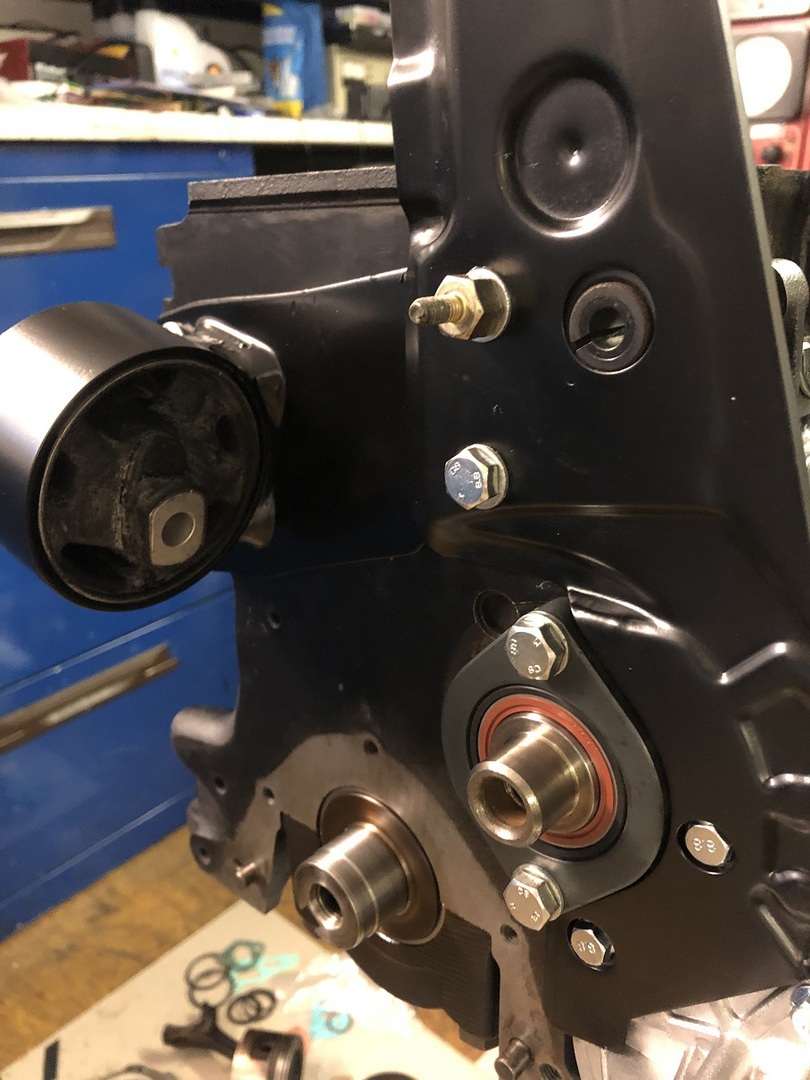
Beim Axialspiel der Kurbelwelle verhält es sich genau so.
Hier beträgt das Prüfspiel für den Neuzustand 0.08mm.

Die Kolben sind jetzt für die Montage vorbereitet. Neue Pleuelschrauben, wenn auch sehr kompliziert zu beschaffen, sind vorhanden.
Auch hier wird das Streckgrenzenverfahren angewendet, so dass immer neue Schrauben verwendet werden müssen!

Bei der Montage der Kolbenringe ist auf die korrekte Einbaulage zu achten und dass die Ringe um 120° verdreht montiert werden.
Bei übereinanderstehenden Nuten, würde das Gas wesentlich leichter entweichen und für lokale Überhitzung am Kolbnen sorgen.
Die Zwischenwelle ist eingebaut und als nächstes kann der Zylinderkopf vorbereitet werden.

Der Kopf wurde glasgeperlt, neue Ventilführungen wurden eingebaut und die Ventile geprüft. Die Auslassventile haben dann doch schon an der Verschleißgrenze gelegen, so dass wir neue Ventile einsetzen mussten.

Wir schleifen, auch wenn man es heute kaum noch macht, die Ventile nach der maschinellen Bearbeitung nochmal mit feiner Schleifpaste auf den Sitz ein.
Diese Überprüfung zeigt uns immer und zu 100%, ob der Sitz, das Ventil und die Führung korrekt zueinander stehen und evtl. Rattermarken durch einen fehlerhaften Schliff vorhanden sind.
Hier ist natürlich wieder alles okay...

Vor der Montage wir die Dichtung aufgelegt und nochmals alle Durchgangsböhrungen geprüft.