
Motorinstandsetzung
Der Motor wurde komplett zerlegt und gereinigt. Der Motorblock vermessen und einer ausgiebigen Reinigung unterzogen. Die Ölkanäle wurden ausgewaschen und die Spritzöldüsen auf Funktion geprüft.
Der Motor wurde noch nie zerlegt und zeigt keinen besonderen Verschleiß. Lediglich das Pleuellager des dritten Zylinders war defekt. Die Kurbelwelle wurde entsprechend geschliffen und gehärtet.


Die Ölpumpe wurde komplett zerlegt und auf Laufspuren untersucht. Normalerweise halten diese Pumpen ewig, aber manchmal kann es halt doch die eine oder andere Riefe geben. Hier war jedoch alles in Ordnung!
Die Zwischenwelle wird eingelegt und der Dichtung für die Ölpumpe eingesetzt.

Die Ölpumpe wird eingesetzt.
Achtung, der Dichtring unter der Ölpumpe darf nicht verrutschen. Die Verbindungs-welle zwischen der Ölpumpe und Zwischenwelle sollte natürlich auch nicht vergessen werden!
Die drei selbstsichernden M8 Muttern werden gleichmäßig angezogen.
Anschließend prüfen, ob sich die Welle leicht drehen lässt!

Die Ölpumpe wird mit Öl gefüllt, damit die Ölpumpe entsprechend Öl ansaugen kann und es beim ersten Motorstart nicht so lange dauert, bis ausreichend geschmiert wird.
Die Lagerschalen für die Kurbelwelle sind eingelegt, die Schmierölbohrung muss frei sein!

Die Zugankerschrauben werden gereinigt und auf Beschädigungen überprüft. Die Unterlegscheiben eingeölt und die O-Ringe aufgeschoben.
Achtung: Bevor der O-Ring aufgezogen wird, muss über das Gewinde eine Schutzhülse gezogen werden.
Die O-Ringe nicht auf den Bund der Stehbolzen ziehen!

Die nächsten Schritte müssen gut vorbereitet werden, da die Verarbeitungszeit des Dichtmittels nur ca. 20 min beträgt! Die Gehäusehälften werden mit einer Rolle dünn mit Dichtmittel eingestrichen. Die Gehäusehälften zusammengefügt und mit einem Gummihammer leicht angeklopft.
Dann werden 2 der äußeren Befestigungsschrauben leicht angezogen.
Die Zuganker werden in der vorgeschrieben Reihenfolge mit ca. 10 Nm vorgezogen, die Kurbelwelle auf Freigängigkeit geprüft und sofort mit 50 Nm festgezogen. Die äußeren Gehäuseschrauben werden jetzt mit 23 Nm angezogen - Fertig!
Insgesamt sollte diese Arbeit nicht länger als 40 min dauern, da Loctite 574 oberflächenaktiv ist und reagiert, sobald metallischer Kontakt entsteht!

Die Gehäusehälften sind jetzt zusammengefügt, die Kurbelwelle ist leichtgängig und die Schutzschläuche über die Pleuel gezogen, damit die Dichtfläche der Zylinderfüße nicht beschädigt wird!

Die beiden Öldruckventile werden geprüft, die Feder-vorspannung gemessen und anschließend eingeschraubt. Jetzt werden die Kolben für den Einbau vorbereitet.

Die Zylinder werden gereinigt und die Dichtflächen auf mögliche Beschädigungen untersucht. Der O-Ring wird am Zylinderfuß aufgeschoben. Dieser Motor hat noch keine separate Zylinderkopfdichtung, hat bisher 250.000 km gehalten und wird sicherlich noch einige 100.000 km überstehen.

Das Hohnbild der Zylinder ist noch vollständig erhalten, sodass eine Nacharbeit nicht notwendig ist.
Durch das Hohnen erhält die Oberfläche der inneren Zylinderwandung ein charakteristisches Aussehen mit schräg im Zylinder verlaufenden Riefen.
Die definierten Rauhigkeit bildet eine optimale Oberfläche mit einer guten Resthaftfähigkeit für das Motoröl. Dies ist für eine lange Lebensdauer und Belastbarkeit des Motors sehr wichtig!

Die Kolben werden mit den Ringen bestückt. Die Ringe sind entsprechend markiert(Top).
Der Minutenring sitzt direkt am Brennraum, dann der Nasenring (Nase nach unten) und zuletzt der Ölabstreifring.
Die Kolben sind auch markiert und müssen, da die Kolben desachsiert sind, mit der Kennung "E" zum Einlasskanal zeigen.
Die Kolbenringe werden, wie dargestellt, versetzt montiert.
Der Ölabstreifring wird mit der Öffnung nach oben montiert, die anderen beiden Ringe jeweils um +/- 90° versetzt. Auf keinen Fall eine Öffnung nach unten setzen!

Die Kolben werden noch vor der Montage mit dem Spannband in die Zylinder gedrückt. Das erleichtert die Montage, da es sich nur schlecht mit einer Spannzange zwischen den Stehbolzen arbeiten lässt.
Dann wird ein neuer Sprengring eingesetzt und der Zylinder mit einer Buchse und den Kopfschrauben fixiert, wobei die Kopfschraube nur ganz leicht angezogen wird.

Die Brücke für die Klopfsensoren wird montiert und leicht angezogen. Erst wenn die Köpfe montiert und ganz leicht angezogen sind, darf die Sensorbrücke festgezogen werden!

Schön zu erkennen sind die neuen Stehbolzen.
Da die Stehbolzen nach dem sog. Streckgrenzenverfahren angezogen werden, ist ein Austausch, auch wenn es in der Herstellerdoku nicht vorgegeben wird, immer sinnvoll.

Der Rumpfmotor mit den montierten Zylindern ist jetzt für die Montage der Zylinderköpfe bereit.

Nachdem die Zylinderköpfe zerlegt, gereinigt und gestrahlt sind, findet die Bearbeitung statt. Die Kanäle werden entgratet und erweitert, die Ventilführungen gewechselt, die Sitze geschliffen und die Dichtflächen der Zylinderköpfe geplant.
Achtung: Die Einhaltung der Plantolleranzen ist bei den Zylinderköpfen äußerst wichtig! Die Köpfe sollten sortiert und möglichst gleiche Maße auf einer Seite montiert werden. Ansonsten wird durch den später zu montierenden Nockenwellenkasten eine Verspannung erzeugt.

Der Auslasskanal bietet viel Potential für eine Optimierung, da die Übergänge an den Portlinern im Originalzustand sehr unsauber gearbeitet sind.

Das Nadelöhr stellt sicherlich der Übergangsbereich am Ventilsitz dar. Hier hat man immer turbulente Strömungszustände und somit ist auch die Oberflächenbeschaffenheit der Übergänge sehr wichtig.

Der Einlasskanal ist am Ventilsitz zu bearbeiten und der enge Radius, an dem die Umlenkung des Gasstromes erfolgt.

Die Ventile werden noch mit Schleifpaste eingeschliffen. Das Tragbild zeigt unter anderem, dass die Sitzfräsung ohne Rattermarken ausgeführt wurde. Ein einwandfreies Tragbild ist für eine einwandfreie Abdichtung und Wärmeabfuhr der Ventile Voraussetzung.

Der fertige Zylinderkopf: Jetzt werden die Auflageflächen und Gewinde der Zylinderkopf-schrauben mit Molykote eingestrichen. Das ist sehr wichtig, damit die Stehbolzen nur ein geringes Drehmoment bei der Montage erfahren und keine undefinierten Reibkräfte entstehen, die die Schrauben-vorspannung beeinflussen!

Die Zylinderköpfe wurden nochmals einer Prüfung hinsichtlich ihrer Maßhaltigkeit unterzogen.
Die zulässigen Tolleranzen für den Zylinderkopf wirken
komfortabel sind jedoch bei Betrachtung des kompletten Verbundes (Motorblock, Zylinder, Zylinderkopf und Nockenwellenkasten) hoch angesetzt. Daher kommt es auch gerne zu einem Nockenwellenbruch bzw. abgerissenen Stehbolzen, wenn die Tolleranzwerte zu nahe der zugelassen Grenzen liegen. Hier zählt tatsächlich, je genauer, desto besser. Wir haben die Köpfe auf 1/100mm genau geplant und schaffen somit einen Verbund, der nur geringsten Eigenspannungen unterliegt.

Die Zylinderköpfe werden zunächst ganz leicht vorgezogen und die Klopfbrücke angezogen. Dann werden die Zylinderköpfe nach Vorschrift angezogen und anschließend wird die Dichtfläche für den Nockenwellenkasten jeweils einer Seite mit einem Haarlineal auf Planlage geprüft.

Bevor der Nockenwellenkasten montiert wird, sollten die Ölrücklaufrohre vorbereitet sein.

Der Veschlussstopfen ist nun entfernt. Erst jetzt ist eine gründliche Reinigung der Nockenwellenschmierung möglich.

Die Nockenwellen und Kipphebel sind montiert.

Die Riemenscheiben sind montiert. Es gibt nur noch den Riemen für das Lüfterrad. Die Lichtmaschine wird vom Lüfter mit angetrieben. Die Lichtmaschinenleistung ist nun im Leerlauf für ein Serienfahrzeug nicht mehr ausreichend. Wir haben die unzähligen Verbraucher abgeschafft, da wird es keine Probleme geben.

Der Zündverteiler wurde komplett zerlegt und mit neuen Lagern und einem neuen Riemen ausgestattet.
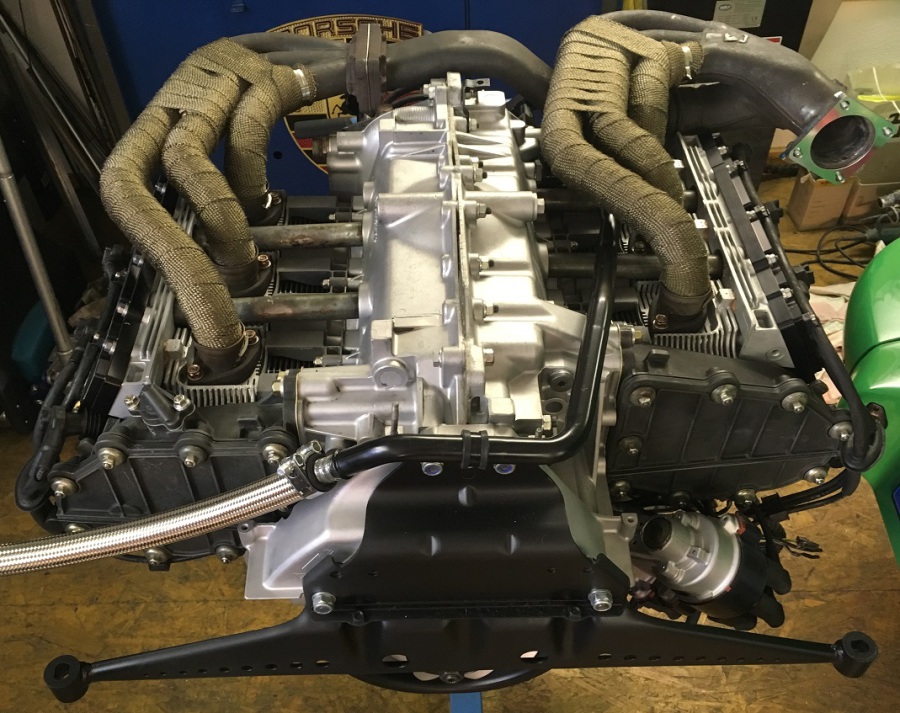
Die Krümmer haben wir isoliert, das hat zwei Vorteile: Der Motor wird durch Starhlungswärme nicht so stark belastet und der Sportkatalysator ist immer schön heiß, so dass die Funktion immer sicher gestellt ist.
Im Original werden die Krümmer ja durch den Luftstrom, der permanent durch die Heizbirnen strömt, gekühlt!

Die Motorverblechung musste einer CFK Variante weichen. Hier war die Firma DP Motorsport ein sehr hilfreicher Partner!
Wir verringern das Gewicht hinter der Hinterachse um fast 5kg!

Die Passgenauigkeit ist erstaunlich und die notwendigen Wärmeableitungen sind vorhanden
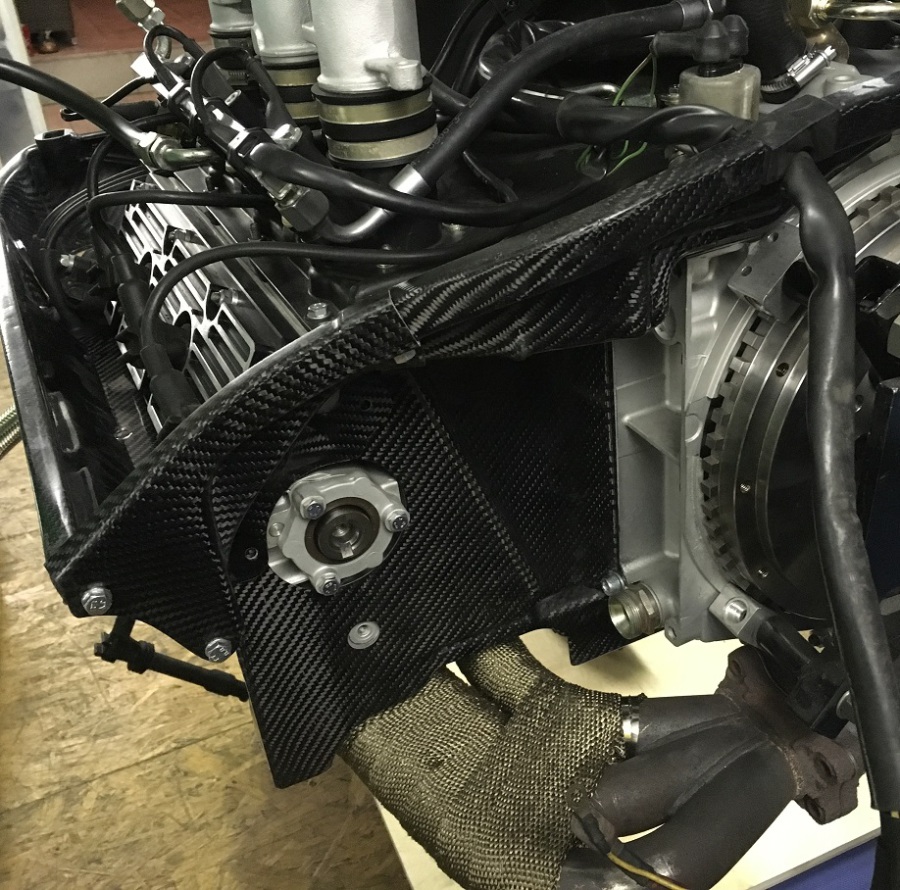
Die Servomumpe gibt es nicht mehr. Wir haben uns für eine Möglichkeit zur Nachrüstung entschieden.
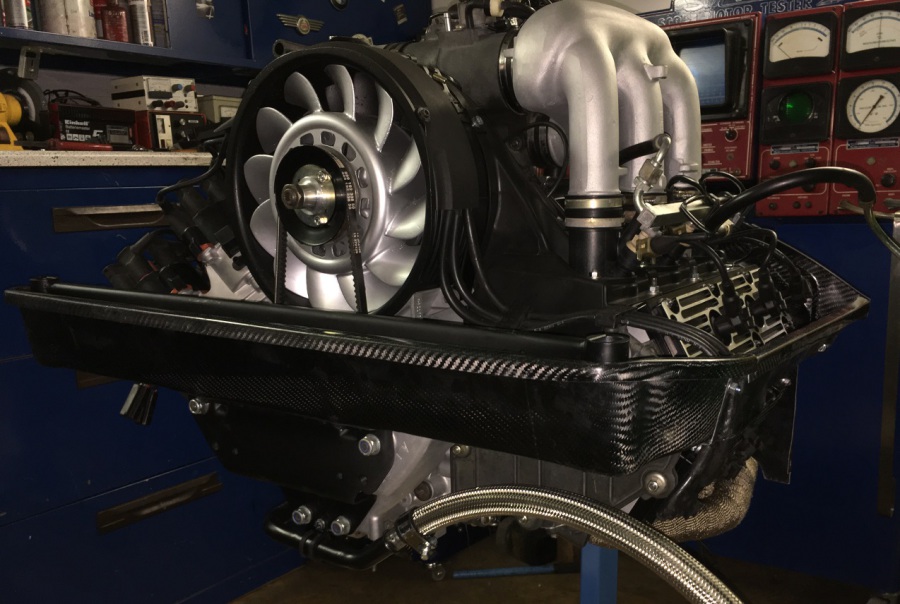
Fast zu schön...